Verarbeitung der Wellpappe
Die Verarbeitung wird in den meisten Betrieben in einem Bereich durchgeführt, der räumlich von der Wellpappenanlage durch das Bogenzwischenlager getrennt ist.
Bei der Verarbeitung ändert sich die „Maßeinheit“ der produzierten Wellpappe: Hat man an der Wellpappenanlage von Laufmetern oder Quadratmetern produzierter Wellpappe gesprochen, so geht es nun nur noch um Stückzahlen: Nach Stück wird kalkuliert und verkauft. Selbstverständlich bleibt die entsprechende Fläche, gemessen in Quadratmetern, in der internen Kalkulation eine wichtige Messgröße.
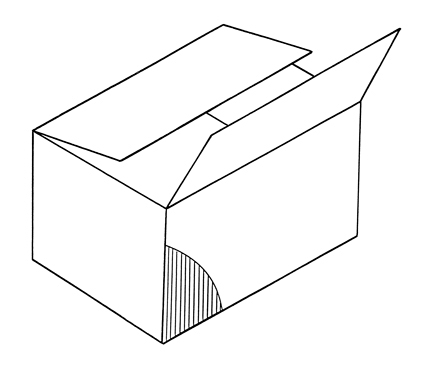
Die Abmessungen der Bogen für die Wellkisten und den meisten Wellpappenverpackungen werden so festgelegt, dass die Welle parallel zur Höhe der Verpackung läuft.
Stehende und liegende Welle
Die „stehende“ Welle bringt Stabilität – vor allem Stapelfähigkeit, die die Wellpappe besonders auszeichnet. Daher wird die überwiegende Zahl aller Wellpappenverpackungen mit stehender Welle hergestellt – nur ein kleinerer Teil mit waagrechter, d.h. liegender Welle, rechtwinklig zur Höhe.
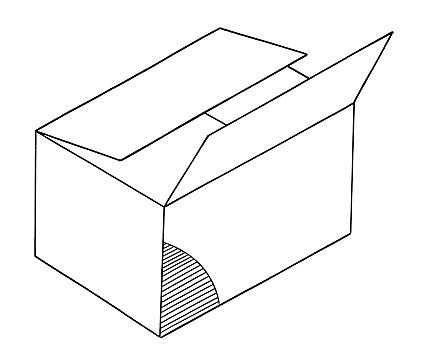
Die liegende Welle garantiert für die Längen- und Breitenrillung präzise Faltkanten, weil im rechten Winkel zur Welle gerillt wird. Bei der Höhenrillung, die parallel zur Welle verläuft, kann die Faltung unscharf und etwas ungenauer werden, je nachdem, ob die Rilllinie auf ein Wellental/-berg oder zwischen beide eingeprägt wird.
Eine Rillung und Faltung parallel zur Welle führt dann zu einer relativ guten Faltkante, wenn man genau in ein Wellental oder auf einen Wellenberg trifft. Liegt die Rillung zwischen Wellenberg und Wellental, dann wird die Faltung ungenau.
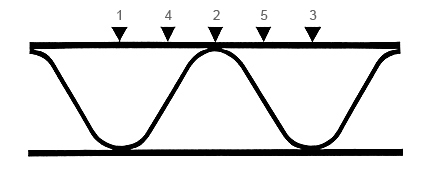
1,2,3, – Genaue Faltung durch Rillung auf Wellenberg oder im Wellental
4,5 – Ungenaue Faltung durch Rillung im Wellenflanken
Die Verarbeitung von Formaten mit liegender Welle bereitet gelegentlich Schwierigkeiten beim Einzug der Formate in die Verarbeitungsmaschine – es kann zu erhöhten Abweichungen in den Abmessungen kommen. Deshalb muss im Allgemeinen langsamer produziert und mit höherem Ausschuss gerechnet werden.
Die Stapelfähigkeit einer Wellkiste mit „liegender“ Welle) ist deutlich geringer als bei einer Wellkiste mit „stehender“ Welle.
Verpackungen mit liegender Welle werden wegen der Schwierigkeiten bei der Verarbeitung zur Wellkiste und wegen der Nachteile durch die ungenaue Faltung der Höhenrillung so weit wie möglich vermieden. Da es bei Wellkisten normalerweise vor allem auf gute Stapelfähigkeit ankommt, werden diese vorzugsweise mit stehender Welle hergestellt.
Bei Stanzverpackungen sind Rillungen/Faltungen mit liegender Welle oft aus konstruktiven Gründen nicht zu verhindern.
Maschineneinsatz bei der Verarbeitung
Die Verarbeitung der Bogen/Formate/Zuschnitte zu fertigen Verpackungen wird auf folgenden Maschinen vorgenommen:
1. Inline-Maschinen (Drucken/Schlitzen/Falten/Verschließen)
2. Stanzmaschinen (Flachbettstanzen) /Rotationsstanzen – mit/ohne Druckwerke)
3. Faltschachtel-Klebemaschinen
4. Bogendruckmaschinen, Rollenvordruckmaschinen
5. Maschinen für besondere Arbeitsgänge
In manchen Wellpappenfabriken sind die Teilaggregate noch getrennt vorhanden, zum Beispiel als „Slotter“ (Drucken/Schlitzen) oder als Fabrikkanten-Verschlussmaschine „Gluer“ (Falten und Verschließen).